Flotation testing encompasses both bench-scale and pilot-scale operations, each serving distinct purposes. Bench-scale tests involve a single laboratory cell unit with a small volume, typically a few litres. During these tests, a batch of ore is floated for a specific duration, with froth manually scraped from the cell using a froth scraper. Reagents are carefully added at controlled intervals.
On the other hand, the pilot test represents a scaled-down version of the actual industrial flotation circuit, complete with various flotation steps and recirculating loads. The configuration of the pilot plant is tailored on a case-by-case basis, considering the ore's flotation behaviour and the concentrates grade and flake distribution in the case of graphite. Conducting pilot tests diligently enhances the accuracy and reliability of the testing outcomes, providing a more reliable foundation for process design and equipment selection before transitioning to the industrial scale.
In this article, we will first outline the primary advantages of conducting flotation tests on a pilot scale before delving into the challenges encountered when upscaling from bench scale to pilot flotation. To illustrate these challenges, we will examine a pilot flotation case study for graphite. By exploring this example, we emphasize the importance of not solely relying on bench-scale tests but going the extra mile to perform pilot-scale bulk flotation tests prior to implementing an industrial-scale flotation circuit.
The key benefits offered by pilot flotation testing include:
- Accurate process data collection: A continuous pilot plant facilitates the collection of real-time data at various process points, including recycle streams. This data ensures higher confidence when scaling up the process design criteria.
- Circuit engineering design and reagent evaluation: Pilot plants provide an opportunity to confirm reagent schemes, different flotation mechanisms and unit types as well as scale up factors and retention time.
- Bulk concentrate production: Pilot plant outputs typically serve as marketing samples for potential offtake partners. These samples allow for quality assessment and evaluation of concentrate characteristics for downstream processing options and end user applications.
Independent Metallurgical Operations' (IMO) affiliate entity, Metallurgy Pty Ltd (Metallurgy) offers comprehensive flotation testing services, ranging from batch to continuous pilot plant operations whilst IMO provides expertise, consulting and testwork management to ensure optimal outcomes for your project. IMO's team of Metallurgists have significant experience in conducting pilot plant campaigns for both engineering and bulk product production and will aid you from conceptualisation of a testwork study all the way through to commissioning your production facility.
Metallurgy's batch flotation laboratory boasts five fully instrumented bench machines with volumes ranging from 0.5 L to 22 L. Moreover, the laboratory houses continuous pilot flotation equipment capable of processing up to 250 kg/hr, including a large-scale comminution circuit (0.5-1 tph), a medium-scale comminution circuit (0.1-0.5 tph), and a versatile flotation circuit covering roughing, regrinding, cleaning, re-cleaning, and product handling. The modular flotation cells range from 2 to 8 cells per bank, with cell volumes ranging from 8-40 L.
With the increasing demand for battery metals, both IMO and Metallurgy have actively assisted customers in lithium, rare earths, and graphite sectors by conducting pilot flotation testwork for their projects. Through the following examples, focused on graphite, we will highlight the challenges encountered when upscaling from bench scale to pilot flotation. These challenges underline why it is vital not to rely solely on bench-scale flotation tests but to conduct pilot-scale bulk flotation testwork before implementing an industrial-scale flotation circuit in the processing plant.
The provided graphite pilot flotation flowsheet serves as an illustrative example.
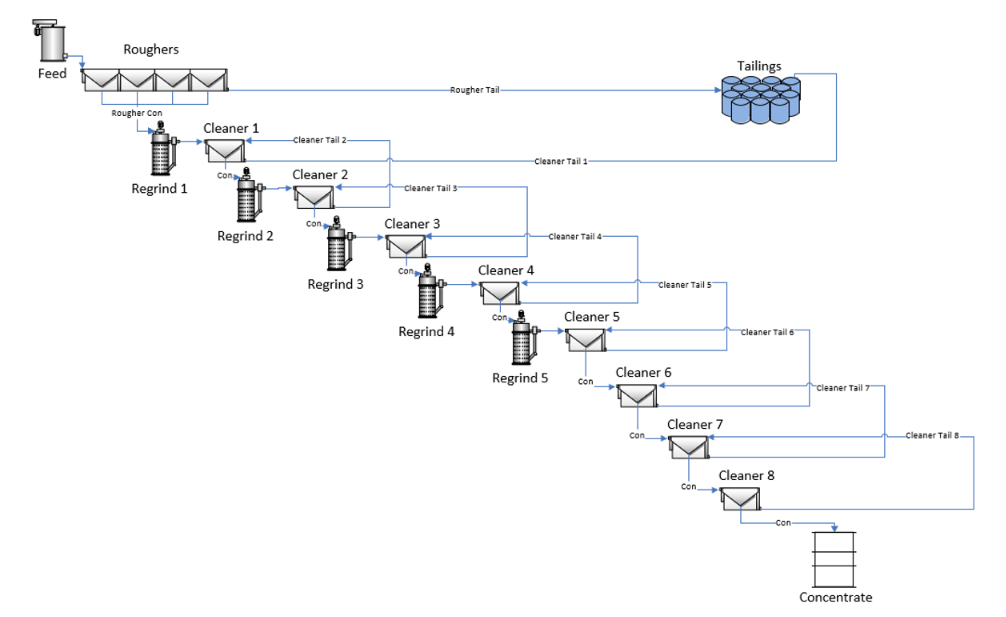
Figure 1 - Graphite flowsheet
In the upscaling process, from bench to pilot and eventually to a commercial scale, each unit operation within the flowsheet presents its own difficulties that need to be overcome to ensure seamless production within the commercial-scale flotation circuit. Fine graphite particles are generally easier to handle within the operation, as coarse particles can cause blockages in piping.
Let us explore some key considerations for various processing stages:
- Stage crush of the dry graphite ore: No specific precautions are necessary at this stage.
- Stage grind including wet screening: Special care must be taken not to overgrind the graphite flake, which could result in reduced flake size and increased fines in the final graphite concentrate. Consideration also needs to be made to ensure the graphite is still sufficiently liberated.
- Rougher flotation stage: Coarse particles may lead to product sanding, meaning that the coarse material settles at the bottom of the cells, may fail to float, and cause pipe blockages and reduce flotation retention. Designing the cells ancillary equipment and process infrastructure with this in mind can mitigate this issue. Additionally, the presence of fine gangue material slimes can entrain within the froth and cause an increased mass recovery being pushed. Adjusting reagents and additional measures such as froth washing can avoid this problem.
- Multiple cleaner flotation stages: This processing step after the rougher flotation stage and prior to flotation of the concentrate may differ, depending on the individual flowsheet of each project. To demonstrate challenges of each potential step involved, focus will be laid on regrinding, followed by cleaning stages and potentially wet screening if required to preserve the coarse flake.
- Regrinding: Similar to the initial grinding stage, it is crucial to avoid overgrinding the graphite flake, ensuring minimal size reduction and fines generation, whilst also ensuring sufficient liberation of gangue minerals from the graphite.
- Cleaning stages: Moreover, in bench-scale flotation, water is used to flush out the mills and milling media, diluting any remaining reagents in the concentrate. However, during pilot-scale testing, where no flushing occurs, no dilution takes place. Consequently, using the same reagent addition rates without considering this difference can result in overdosing and generation of off-spec concentrates. Cleaning is also utilised to reduce the gangue material within the concentrates produced from each stage. Considering this, it is crucial that froth overflows from the cells at an appropriate rate to allow sufficient and consistent time for the froth to drain of entrained slimes/gangue particles. This can be controlled with the slurry level within the unit and the adjustment of the air flowrate to the cells.
- Wet Screening: Graphite is a naturally hydrophobic material. During wet screening it can lead to fine material product misreporting to the oversize fraction. This can be overcome by multiple screening stages with a larger screening surface area.
- Final Concentrate: Depending on the client's requirements, the final concentrate can be shipped either wet or dried as a marketing sample for offtake partners or for further spheroidization and downstream testing by service providers.
By addressing these considerations and challenges, pilot-scale bulk flotation testwork ensures a smoother transition to an industrial-scale processing plant, providing reliable data for design, construction and ultimately operation.
Authors: Hollie Harrison (Project Metallurgist, IMO), Peter Adamini (Lead Metallurgist, IMO), Kirsten Meyer (BD, IMO)
ABOUT THIS COMPANY
Independent Metallurgical Operations (IMO)
Independent Metallurgical Operations Pty Ltd (IMO), is Australia’s largest privately owned metallurgical services group.
Head office address:
88 Thomas Street
West Perth, WA 6005
Australia
Telephone:
08 9254 6900
Email:
imo@indmetops.com.au
Social Media: